2008.03.25
プレーナー加工・・・其の二
昨日、ブログにコメントを頂きました。
・・・・普通ぅ~に、嬉しいです。( ̄∇ ̄*)ゞエヘヘ
製造業と言う業種は、“作ってなんぼ”の世界。
はたして、このブログは
仕事に結びつくのか?
会社にとってプラスになっているのか?
読んでいる方に伝わっているのか?
(・・・と、言うか読んで下さっている方はいるのか?)
正直、訳がわからない。(某国総理風)
・・・ではなく、
正直、このブログが役にたっているのか、わかりません。
なので、コメントを頂けると、
凄ぉ~く報われた感があり、とても嬉しく、
また頑張ってみよう♪ と、いう気持ちになります。
いつでもコメントお待ちしております。
もちろん、異論、反論、objectionもお待ちしております。
・・と、やる気が出てきたところで、
本日は、こちら・・・・・プレーナー加工其の二。
・・・・普通ぅ~に、嬉しいです。( ̄∇ ̄*)ゞエヘヘ
製造業と言う業種は、“作ってなんぼ”の世界。
はたして、このブログは
仕事に結びつくのか?
会社にとってプラスになっているのか?
読んでいる方に伝わっているのか?
(・・・と、言うか読んで下さっている方はいるのか?)
正直、訳がわからない。(某国総理風)
・・・ではなく、
正直、このブログが役にたっているのか、わかりません。
なので、コメントを頂けると、
凄ぉ~く報われた感があり、とても嬉しく、
また頑張ってみよう♪ と、いう気持ちになります。
いつでもコメントお待ちしております。
もちろん、異論、反論、objectionもお待ちしております。
・・と、やる気が出てきたところで、
本日は、こちら・・・・・プレーナー加工其の二。

一見、どこにでもある、特注ステンレスカウンター(SUS 304 1.2t V.B)
シンクは2段式、前見附(下がり)は100㍉。
ポイントはすべてプレーナー加工で曲げているところです。
ただ、前回UPしたものとの違いは、一箇所に付2回曲げている所です。
シンクは2段式、前見附(下がり)は100㍉。
ポイントはすべてプレーナー加工で曲げているところです。
ただ、前回UPしたものとの違いは、一箇所に付2回曲げている所です。

板の状態で、曲げる箇所を削ります。
(一箇所に付2本V字の溝を作ります。)
次に、溝を切った箇所を135°曲げ、135°曲げで折り曲げることにより、
写真のような形に仕上がります。
問題は、曲げと曲げのぶつかる頂点の仕上げ。
ここには板がありません。△に穴が開いています。
『溶接で埋めればいいじゃん』
・・・と、思いますよねぇ?
そう、溶接で埋めればいいんです。
(一箇所に付2本V字の溝を作ります。)
次に、溝を切った箇所を135°曲げ、135°曲げで折り曲げることにより、
写真のような形に仕上がります。
問題は、曲げと曲げのぶつかる頂点の仕上げ。
ここには板がありません。△に穴が開いています。
『溶接で埋めればいいじゃん』
・・・と、思いますよねぇ?
そう、溶接で埋めればいいんです。
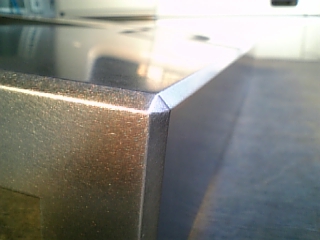
ですが、プレーナー箇所というのは、板を削っている分薄くなっています。
そのため、いつもの調子で、ダぁ~と溶接すると簡単に穴が開きます。
さらにサンダー掛けも慎重に行かないと、・・・・・・・です。
さらに、さらに、曲げ箇所の板が薄いので、運ぶ際も慎重に。
『コツ~ン』なんてぶつけたら・・・・・です。
慎重
慎重
慎重を重ねて、無事納品出来ましたので、UPしてみました。
そのため、いつもの調子で、ダぁ~と溶接すると簡単に穴が開きます。
さらにサンダー掛けも慎重に行かないと、・・・・・・・です。
さらに、さらに、曲げ箇所の板が薄いので、運ぶ際も慎重に。
『コツ~ン』なんてぶつけたら・・・・・です。
慎重
慎重
慎重を重ねて、無事納品出来ましたので、UPしてみました。